
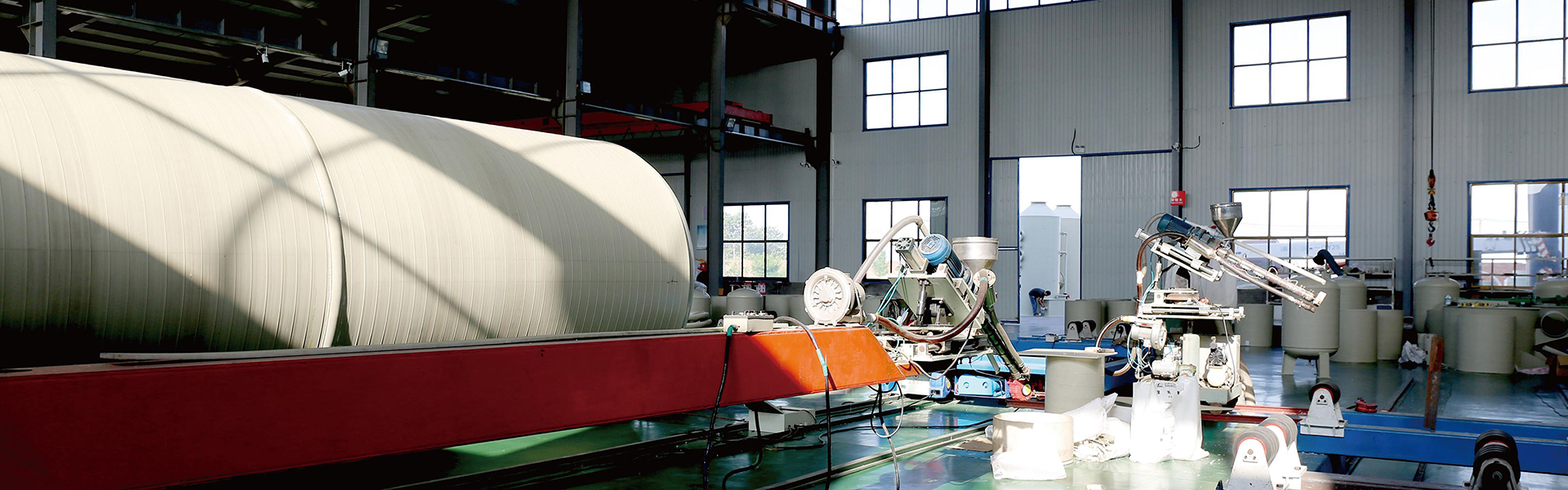
PPH缠绕管生产过程中模具温度一般保持在200℃至230℃中间,实际环境温度需结合材料秘方、设备及工艺标准调节,以保证熔化原材料充足熔融从而形成均匀壁厚构造。以下是详细描述:
在PPH缠绕管的生产过程中,模具温度是决定管件品质的关键参数之一。该环境温度根据聚丙稀(PP)原材料的生产加工特点设置,需保证物料模具内充足熔化、流动性从而形成均匀壁厚构造。实际环境温度挑选需结合以下因素:
原材料秘方:不一样厂家制造的PPH原材料很有可能加了紫外线吸收剂、增稠剂等涂料助剂,这种成分会影响到原材料的熔化温度和流通性。比如,一些秘方很有可能规定模具温度稍高于基本范畴以推动改性剂均匀分散。
设备:挤塑机的加热水平、丝杆设计与模具设计都将危害环境温度精度。性能机器设备很有可能适用更窄的温度变化范畴(如±5℃),进而提升管件一致性。
工艺标准:管材厚度、孔径及生产效率需要与模具温度配对。比如,生产制造厚壁钢管材时,模具温度很有可能需适当增加以防止内应力;而快速生产过程中,环境温度需平稳以避免管件表面有波浪纹。
温控不正确的危害:
温度低:原材料熔融不全面,造成管件表面粗糙、内腔发生未熔化颗粒物,甚至引起管件脆裂。
温度太高:原材料溶解风险增加,管件色调发黄、功能失效(如抗冲击强度减少),与此同时很有可能产生气泡或霉迹。
在实际应用中的调整策略:
小批量生产试生产:通过调节模具温度并检验管材工艺性能(如抗拉强度、环钢度)及外观检查,明确环境温度主要参数。
在线监控:选用红外线测温仪或热电阻实时检测模具温度,融合挤塑机电流量、工作压力等数据连动调节,确保生产可靠性。